
Компания «ЦЕЛЬТАЛЬ», предлагает услуги по нанесению различных покрытий (в том числе хромированных) на валах и роликах, для различных отраслей производства, у нас работает слаженная команда профессионалов с уникальным опытом работы именно по покрытиям для валов.
+7 499 707 12 67
Анилоксовые валы
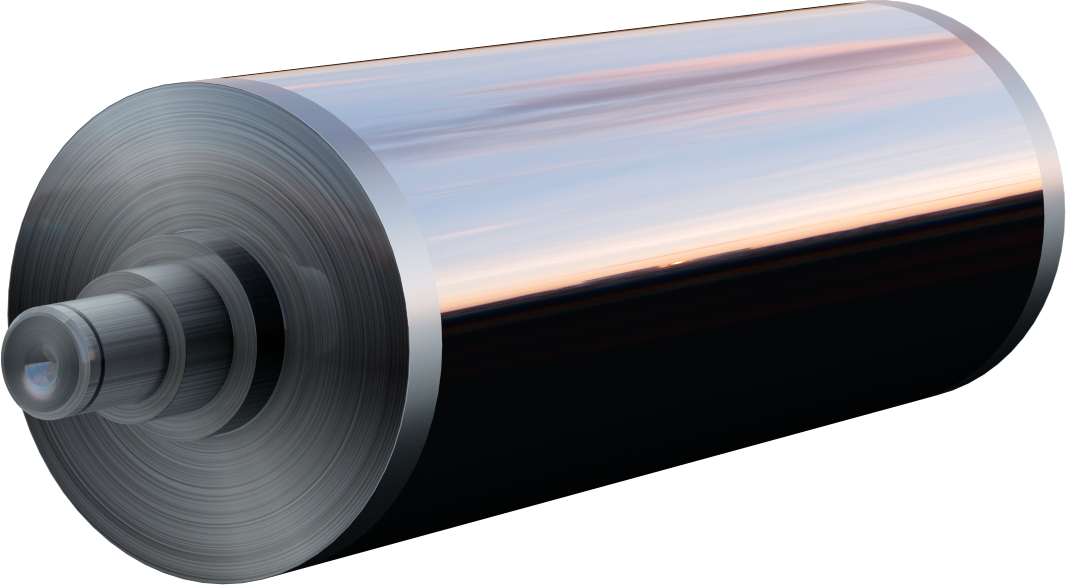
Хромирование валов
Мы предлагаем восстановление и изготовление хромированных валов для офсетных печатных машин всех ведущих производителей Heidelberg, KBA, MAN ROLAND, KOMORI, RYOBI и т.д.
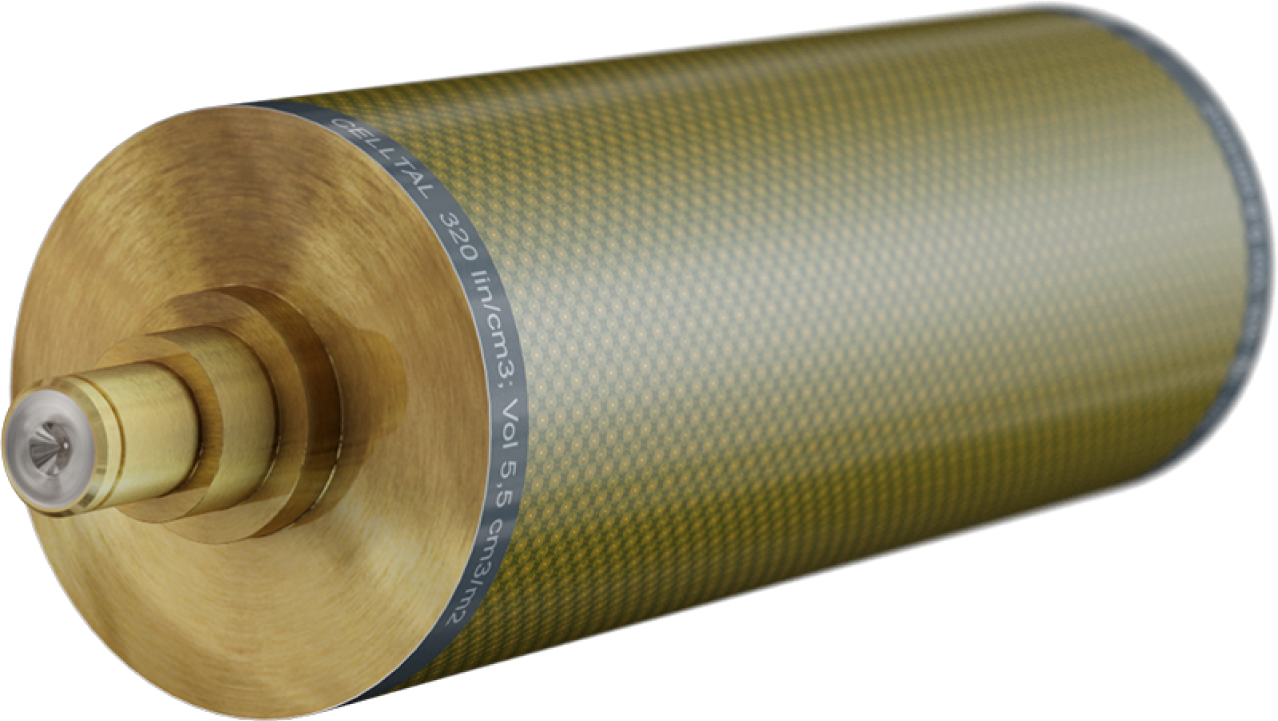
Поставляемые компанией CELLTAL под собственной маркой, соответствуют всем жестким требованиям, предъявляемые ведущими производителями печатных флексографских машин для такого важного узла как камер-ракельная система.
О компании

Миссия нашей компании обеспечить бесперебойную работу предприятий отечественной промышленности, снабдив их высококачественными новыми валами и позволить увеличить ресурс уже имеющегося парка валов и гильз, а высвободившиеся ресурсы направить на дальнейшее собственное развитие.
